Abstract
In Peru, the use of 3D technology for medical applications, particularly in burn rehabilitation, is in its early stages. This study evaluates the feasibility of employing an iPhone-based 3D scanner and open-source software to design and produce customized face compression masks for burn patients. Using the KIRI engine app and Blender software, 3D face models were scanned, processed, and printed with PLA and TPU filaments. The results demonstrated significant improvements in cost, time efficiency, and patient comfort compared to traditional methods. However, challenges remain in optimizing print accuracy and material flexibility. This method provides an affordable, non-invasive alternative to conventional mask fabrication techniques and holds potential to enhance patient outcomes in resource-constrained environments.
Background Research
Burn injuries are a significant health concern in Peru, particularly affecting children from low-income families living in overcrowded conditions (Ramirez et al., 2002). Annually, over 7,000 children suffer serious burns, with 60% of these injuries occurring in children under five (CAFA). While the Peruvian government offers financial support for in-patient acute burn treatments, rehabilitation services – including those for facial burns – remain largely uncovered by public healthcare programs.
Over 50% of burn injuries involve the head and neck region and can be caused by flames, electrical current, steam, hot substances, and chemicals (Bruns, et al., 2023). One of the most common complications of facial burn is scar-related complications that include hypertrophic scars (HS), contracture, and dyspigmentation (Wei et al., 2017). Rehabilitation plays a crucial role in managing these complications, aiming to restore both the functional and aesthetic aspects of the face. Medical personnel face the challenge of treating both the functional and aesthetic needs of patients with facial burns present (Clark et al., 2023). At its most basic, the face is needed for breathing and oral intake. It is also remarkably complex in its anatomy, providing us with sight, hearing, and smell. Beyond basic functionality, the human aspect of the face is significant; it is central to our communication. Facial burns cause scarring, and deformity has a far deeper impact than superficial tissue damage. It impacts our identity and our ability to function normally in society, and has many long-term physical, psychological, and social consequences.
The traditional molding process, described by Rivers et al. in 1979, used alginate impression material, plaster bandages for reinforcement, and high-temperature thermoplastics (Ingrid et al., 2012). With the development of technology, a variety of Transparent Facial Orthotic (TFO) harnessing methods were developed. Pressure therapy, typically administered through the conventional TFO, has been a cornerstone in scar management for nearly 40 years (Dinot et al., 2024). Traditional methods for producing these masks are labor-intensive and require specialized technicians to create a negative and positive plaster mold, followed by thermoforming (Ward et al., 1991; Shons et al., 1981). The mask should conform very closely to the contours of the face and provide evenly distributed pressure. The process is lengthy and can be uncomfortable for patients, particularly young children.
Recent technological advances, including non-contact 3D scanning and 3D printing, offer a promising alternative. These methods are less invasive and reduce patient discomfort (Whitestone et.al., 1995; Rogers et al., 2003; Allely et al., 2008). With the help of specialized software, the model obtained by 3D scanning can be adjusted and a mask can be printed by a 3D-printing machine.
In 2017, Dr. Wei of Hong Kong Polytechnic University, decided to use the Objet30 Prime 3D printer to make facial burn masks (Hong Kong PolyU Facemask, 2022). It was used due to its ability to print highly-accurate, detailed parts and use the biocompatible material, MED 610. In his clinical study, Dr. Wei first used a 3D scanner to scan the faces of two young patients’ from different angles, which could be done while the children were sleeping. The data was then imported into the CAD software for synthesis. 3D modeling provided an effective visualization of the patients’ complex facial structures, reducing impression errors. He was able to customize the 3D files to better facilitate effective pressure therapy, smoothing curvatures to ensure an accurate fit. The Objet30 Prime allows modification to be controlled within 5 mm, which was necessary to avoid geometric deviations. He also digitally smoothed the surface and edges before printing to make the mask as comfortable as possible. This digital polishing and contour editing significantly helped simplify the post-processing work and reduce the cost of mask production. While making a plaster mold typically takes five to seven days, 3D printing the face mask only took one day using Objet30 Prime. One of the major advantages of the 3D-printed mask is the even pressure distribution, because it is made from rigid thermoplastic materials and compresses the scars through the force generated by the harness straps. The follow-up appointments, one and three months after treatment, showed significant decrease in average scar thickness and hardness for both patients. The patients experienced significantly higher levels of comfort with the 3D-printed face masks, which boosted their parents’ confidence in the treatment.
Another such method is to take a stereographic image of the face with a 3D-imaging camera, e.g. Vectra M5, Canfield (Akiki, 2020). Using these images, an accurate 3D print of the patient’s face is created (uPrint, Stratasys). Orthotists are then able to use the printed model as a replica of the patient’s face to create the negative mold, rather than having to subject the patient to the creation of an alginate model. A “test fit” acrylic mask is then created, which can manually be modified with heat for best fit on the plaster mold, which is finally converted to a thermogenic plastic model for the patient. The model has proven to be a simple, quick, effective, and patient-friendly method which has both theoretical and practical advantages over traditional methods.
The above case studies used an effective but costly 3D scanner. Recently, a digital workflow was obtained for the production of custom facial orthosis for burn scar management (Alhazmi et al., 2022). This workflow used smartphone (iPhone 12, Apple®) 3D scanning (Bellus3D FaceApp (Bellus3D® Campbell, CA)) and desktop 3D printing facial scanning of a 48-year-old lady with facial burn scars. The scanned model was exported in OBJ format. The model was imported into Blender (Blender® Foundation, Austria), an open-source CAD modeling software, in which sculpt mode was selected for further processing. The resulting face mask was exported as a STL file. The face mask was then 3D printed (Ultimaker 2+ (Ultimaker®, Netherlands)) using rigid polylactic acid (PLA) filament and semi-rigid thermoplastic polyurethane (TPU). Facial masks were applied during the initial rehabilitation period for scar management. Scanning with facial 3D scanning was very comfortable as it took less time (approximately three minutes) and removed the need for direct physical contact with the patient’s skin. The rigid PLA face mask showed increased itchiness, sweating, and discomfort for the patient.
More recently, in order to explore and develop more affordable and accessible technology to make transparent compression facial masks for wider use, Romans Ferrari, a pediatric rehabilitation center, developed a new digital workflow for creating custom compressive masks for treating facial burns, using 3D scanning and 3D printing (Formlab, 2023). Going beyond the traditional compressions used by burn centers worldwide, Romans Ferrari’s team developed custom devices, which include specialized reliefs, called growth and maturation devices (DMDGs), allowing for more targeted support at the scar level and a slightly finer way to work on scar progression in terms of intra-scar adhesion and elasticity. Before scanning, the doctor gently marked the locations of the DMDG devices onto the face of the patient, and the technician used a digital pen to precisely add these engraved details to the design. The mask was then 3D printed on a Fuse 1 Selective Laser Sintering (SLS) 3D printer and served as the positive for thermoforming the final mask. Romans Ferrari’s team has treated over 100 patients using the new digital workflow, and now they hope to make their innovation available for more patients. They have also collaborated with Doctors Without Borders in Jordan to treat patients with facial burn injuries.
3D-scanning and 3D-printing technologies have shown good potential in several areas including the creation of implants, orthotics, customized prosthetics, tissue and organ fabrication, pharmaceutical research regarding drugs, and others (Haleem et al. 2019). For the customisation of a medical product, it is efficient as compared to the traditional methods and it improves productivity. With the success of the 3D workflow on a wider usage, it could be successfully used in Peru to make compression face masks for the rehabilitation of both second- and third-degree facial burn victims.
Procedure
Although 3D printing has proven effective in facial burn rehabilitation, its adoption in Peru remains limited, particularly among non-governmental organizations (NGOs). The high cost of quality 3D scanners, ranging from $4,000 to $15,000, and professional 3D printers, priced between $3,000 and $10,000, poses a significant barrier (Durbin, 2023). Furthermore, there is limited awareness of the potential of 3D workflows in local rehabilitation centers. This study explores a more affordable alternative by using iPhone-based 3D scanning technology and open-source software.
The 3D workflow offers a faster and more patient-friendly solution by eliminating the need for traditional plaster molds, which can be uncomfortable for patients with sensitive skin. The process begins with a 3D scan of the patient’s face, capturing high-resolution, detailed data of every curve. Though both handheld scanners and desktop models can be used, handheld scanners can be manually moved around the object and have fewer size constraints than desktop models. They are also able to capture objects nearly instantaneously, making them well suited for taking human measurements (where the subject is not perfectly still) for ergonomics and medical applications. Many of these scanners work with the LiDAR (Light Detection and Ranging) technique, commonly referred to as “3D laser scanning”. LiDAR can provide more detailed scans using smaller equipment and uses signals that operate in the nanometer range. Currently, some iPhones above the iPhone 12 generation are equipped with LiDAR scanners (O. Kagui, 2024) and can be used as 3D scanners to replace expensive alternatives. To use these built-in scanners available on the iPhone, 3D-scanning applications need to be downloaded. For this case study, the KIRI engine (®2024 KIRI Innovation), a free photogrammetry-based application with cloud storage of images, was used on an iPhone 12 Pro. This method utilizes the LiDAR scanning capability built into the iPhone to generate 3D representations.
During this project, a NGO burn rehabilitation center in Lima, where the traditional method is used to make negatives for face masks for face burn patients, was approached. After obtaining necessary approvals from a burn rehabilitation center in Lima, a 5-year-old patient, who was undergoing rehabilitation treatment at the center and needed a compression face mask for her facial burn skin, was selected for the project. The patient’s consent form was filled out by her parents, and the center remained in the loop of communication at all times throughout. The patient’s pictures were disclosed only for the school project website and hence, due to privacy concerns, the patient’s identity and the center’s name remain undisclosed.
More than 200 images of the patient’s face were taken, focusing on the burned area to capture every detail. Keeping the patient still during scanning posed a challenge, extending the process to about 30 minutes. All face measurements of the patient were taken to obtain the correct face mask size. Editing, such as cropping and texturing the scanned image, was done using the KIRI Application. Once captured, the edited images were scanned into the Blender application (Blender 4.2 LTS (Blender® Foundation, Austria)) for refinement and enhancement. To do this, the scanned model was exported in OBJ format and was imported into Blender, an open-source CAD modeling software, in which sculpt mode was selected for further processing. The design included extrusions for the eyes, nose, and mouth to accommodate oral hygiene and verbal communication without frequent mask removal. The image was edited to flatten and smooth the surfaces, to extrude certain vertices to fill the gaps, so when printed, there would be less focus on the vertex placement and more on the details of the face mask, such as places where the mask had to be slightly increased in width to allow for the inflammation to be controlled.
The finalized model was exported as an STL file and transferred to the Ultimaker Cura Slicer (Ultimaker Cura S3, (Ultimaker®, Netherlands)) for 3D printing. Two materials were used for comparison: rigid PLA and semi-rigid TPU 95A white filament. PLA is known for its structural integrity but can be uncomfortable, while TPU offers more flexibility (Alhazmi et al., 2022). A comparison between the two filaments was made regarding their printing time, 3D-printing conditions, safety to human skin, and comfort. The patient’s face measurements were inputted into the slicer to scale the masks to fit the patient properly. During the 3D-printing process, some issues were encountered with the printing settings for the TPU filament, particularly in achieving the correct mask thickness. The preset thickness for the blender of the mask was 0.01 m, but as the slicer was not recognizing the vertices due to how thin it was, the thickness of the mask was increased to 0.075 m in order to allow the slicer to detect the different points of printing.
Another issue encountered was that the default setting generated by the slicer for the filament was not the correct setting needed to print the TPU 95A white filament, especially the heat at which the filament was extruded and the speed at which the nozzle was laying the filament, presenting structural issues. These problems were resolved by changing the settings of the printer and using rigid PLA as a base support for greater structural integrity while printing the masks. The slicer image in Images 1 & 2 show the scaling and how the slicer recognizes different vertices and plans a printer path. Comparing the two materials, the PLA mask took seven hours to print, while the TPU 95A white filament mask required 28 hours. PLA provided better structural support but was less comfortable for the patient. In contrast, the TPU mask offered greater flexibility and comfort, though it presented difficulties in the printing process due to its material properties. Table 3 presents a detailed comparison of the two materials in terms of printing conditions.

Image 1: Slicer image to show the scaling used for printing.

Image 2: Slicer image to show the scaling used for printing.

Image 3: Front view of the rigid PLA mask without smoothing.

Image 4: Back view of the rigid PLA mask without smoothing.

Image 5: Side view of the rigid PLA mask without smoothing.
| Nozzle heating | 205 °C |
| Bed temperature | 60 °C |
| Printing speed | 40 mm/s |
| Layer height | 0.3 mm |
Table 1: Default setting for printing PLA in slicer.

Image 6: First prototype of TPU mask with rigid PLA base. The TPU was clogging the nozzle.

Image 7: First prototype of TPU mask with rigid PLA base. The TPU was clogging the nozzle.
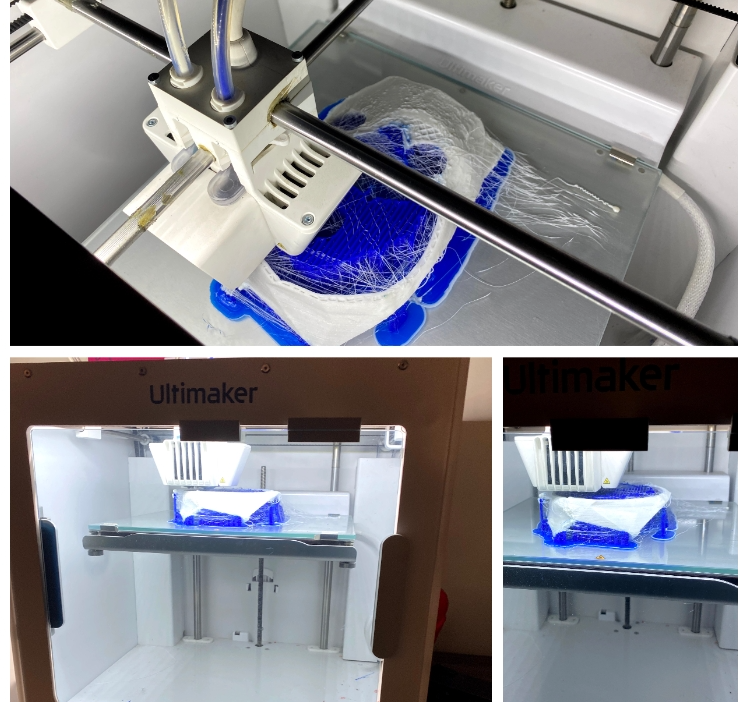
Image 8: Final TPU 95A printing process with the PLA support.
| Nozzle heating | 250 °C |
| Bed temperature | 70 °C |
| Printing speed | 18 mm/s |
| Layer height | 0.2 mm |
Table 2: Final TPU 95A new printer setting.
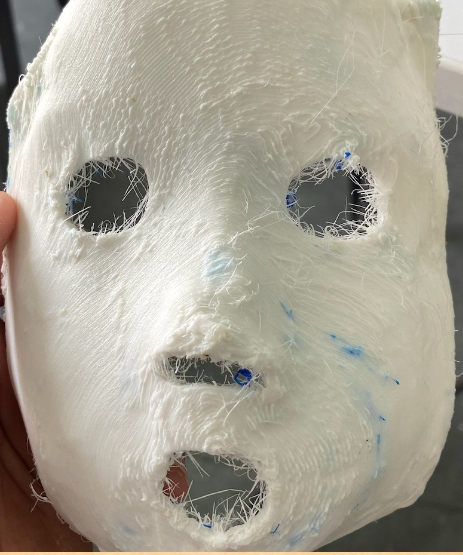
Image 9: Front view of the mask printed using TPU 95A.
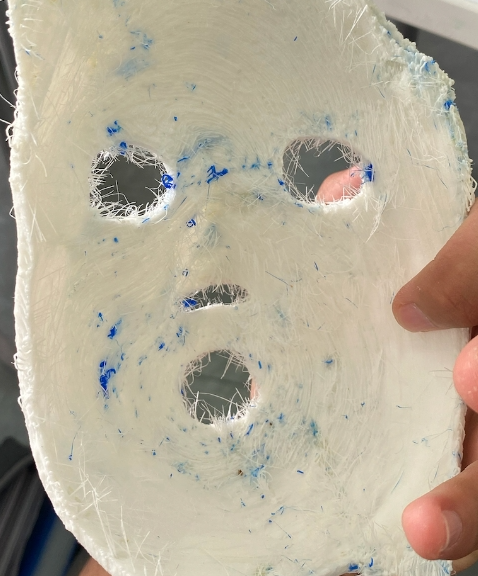
Image 10: Back view of the mask printed using TPU 95A.

Image 11: Side view of the mask printed using TPU 95A.
| PLA filament | TPU 95A white filament | |
| Total time for 3D printing | 7 hours | 28 hours |
| Total cost per material per mask | $ 4.6 | $ 6.4 |
| Nozzle heating | 205 ⁰C | 250 ⁰C |
| Bed temperature | 60 ⁰C | 70 ⁰C |
| Printing speed | 40 mm/s | 18 mm/s |
| Layer height | 0.3 mm | 0.2 mm |
Table 3: Comparison between 3D printing of mask using PLA and TPU 95 A filament.
Further Action
After 3D printing, the mask exhibited an uneven surface, requiring further refinement before it could be applied as a negative mold for the patient’s rehabilitation. The process began with sanding the mask to smoothen its edges and surfaces, ensuring optimal comfort for the patient. Loose filament strands were carefully removed to prevent any irritation or discomfort during use. The sanding and cleaning are critical, as each contour of the mask needs to align closely with the patient’s facial structure for maximum effectiveness in supporting healing.
Once the mask surface was prepared, it was ready for the application of an Ecoflex™ layer, which acts as a soft cushion to support areas of inflammation. This step is essential for providing pressure relief while promoting the healing of scar tissue. Ecoflex™ polymers, specifically designed for their high stretchability and durability, offer a flexible, skin-compliant layer that mimics human skin (Nishikawa et al., 2023; Barrios-Muriel et al., 2020).
Ecoflex™ (Smooth-On, USA) is a commercially available silicone rubber that is commonly used in medical applications. It comes in a variety of Shore hardness levels (e.g. 00-50, 00-30, 00-20, 00-10), allowing for customization based on the patient’s needs. This two-component platinum-catalyzed silicone cures at room temperature with minimal shrinkage and has a relatively short curing time, making it highly practical for this type of application. Due to its flexibility and mechanical compliance, Ecoflex™ is widely used in applications such as prosthetic appliances and wearable strain sensors, making it an ideal material for rehabilitation masks (Liao et al., 2021; Zisheng Liao et al., 2020).
The application of the Ecoflex™ layer requires technical expertise to ensure that the material is evenly distributed across the mask, providing balanced support. This cushioning layer not only improves comfort but also enhances the therapeutic effect by allowing the inflamed area to heal under gentle but consistent pressure.
Discussion
As observed by Alhazmi et al. (2022), rigid PLA masks often cause discomfort to patients due to their hardness and lack of breathability. However, PLA filaments have the advantage of being biodegradable, making them environmentally friendly upon disposal (Wang et al., 2021). While PLA offers sustainability benefits, it remains limited in terms of flexibility and comfort for long-term wear, especially on sensitive burn-affected skin.
In contrast, TPU filaments, though stronger than basic 3D printing materials such as PLA and ABS, still fall short in certain industrial applications that demand high dimensional accuracy. According to the American Chemistry Council, TPU filaments offer several advantages, including high elasticity, high resilience, low-temperature performance, good compression set, flexibility without plasticizers, abrasion resistance, impact resistance (toughness), tear resistance, and weather resistance (Massivit,2022). These properties make TPU 95A an appealing option for producing masks that require flexibility and durability.
However, TPU filaments present challenges in the 3D-printing process. These include print accuracy, surface quality (such as visible layer lines), and mechanical weaknesses that may limit their effectiveness in compression mask production. TPU’s flexibility, while beneficial for patient comfort, complicates achieving precise dimensional accuracy during printing. Additionally, TPU is hygroscopic, meaning it absorbs moisture from the environment, and it requires low-speed printing to minimize blobs and stringing. Therefore, controlling the settings during the printing process is crucial for achieving optimal results. Thus, TPU filament provides mechanical weakness in some cases and therefore future studies should be done to address the issue.
Since the compression masks need to be worn for a long time on the sensitive burn skin, further testing on the durability of these 3D-printed masks over long-term use and exploring different materials for its production should be studied. This type of mask negative could possibly be used in the future; however, more analysis into its benefits would have to be done over a wider range of patients to properly determine its effects. The Ecoflex™ layer can provide a smooth surface to avoid direct contact between the sensitive skin and the rough mask. It is also biodegradable, resulting in a smaller carbon footprint once disposed, but it is a polymer and so the long-term wearable time and possible allergic reactions should be properly studied.
Conclusion
Thus, the TPU 95A filament, after processing, demonstrated sufficient flexibility and comfort, making it a viable material for producing burn compression masks.
With technological advancement of iPhones and other smartphone cameras in terms of pixel quality, precision, and LiDAR scanning, they have the potential to replace the expensive scanners available for 3D scanning for medical orthotics. The process is easy, affordable, and less invasive compared to the conventional method of making negative compression transparent face masks for burn patients, especially for small children and elderly patients. Further research is encouraged so the method can also be used for the 3D printing of other parts of the body.
Bibliography
Akiki, R. & Woo, A.S. (2020) Abstract QS15: Using 3D-printing and imaging in Burn mask production. Plastic and Reconstructive Surgery Global Open. Available at: https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7224906/.
Allely, R.R.; Van-Buendia, L.B.; Jeng, J.C., White, P.; Wu, J.; Niszczak, J.; Jordan, M.H. (2008) Laser Doppler imaging of cutaneous blood flow through transparent face masks: a necessary preamble to computer-controlled rapid prototyping fabrication with submillimeter precision. Journal of burn care & research. 29 (1), pp.42-48.
Alhazmi, B. et al. (2022) Digital workflow for fabrication of bespoke facemask in burn rehabilitation with smartphone 3D scanner and desktop 3D printing: Clinical case study – 3D printing in Medicine, BioMed Central. Available at: https://threedmedprint.biomedcentral.com/articles/10.1186/s41205-022-00140-0.
Barrios-Muriel, J. et al. (2020) Advances in Orthotic and Prosthetic Manufacturing: A technology review. Materials (Basel, Switzerland). Available at: https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7013385/.
Bruns, A. D. et al. (2023) Facial Burns, Overview, Anatomy, Initial Evaluation. Available at: https://emedicine.medscape.com/article/879183-overview?form=fpf.
CAFA. The issue of Burns in Peru cafa-multilingual. Available at: https://www.friendsofaniquem.org/burns.
Clark, C.et al. (2023) Facial Burns, National Center for Biotechnology Information. Available at: https://pubmed.ncbi.nlm.nih.gov/32644716/.
Delgado, J.; Ramírez-Cardich, M.E.; Gilman, R.H.; Lavarello, R.; Dahodwala, N.; Bazán, A.; Rodríguez, V.; Cama, R.I.; Tovar, M.; Lescano, A. (2002) Risk factors for Burns in children: Crowding, poverty, and poor maternal education. Injury Prevention: Journal of the International Society for Child and Adolescent Injury Prevention. Available at: https://pubmed.ncbi.nlm.nih.gov/11928972/.
Dinot, W. et al. (2024) Manufacture and use of transparent facial orthotic masks for treating facial burn scars: A systematic review, Burns. Available at: https://www.sciencedirect.com/science/article/abs/pii/S0305417923001237.
Durbin, D. (2023) How much does a 3D printer cost? UltiMaker. Available at: https://ultimaker.com/learn/how-much-does-a-3d-printer-cost/.
Formlabs. (n.d.) How to Choose the Best 3D Scanner to Use With Your 3D Printer. Available at: https://formlabs.com/blog/how-to-choose-a-3d-scanner-for-3d-printing/.
Formlabs. (2023) Treating children with severe burns using face masks produced with 3D printing. Available at: https://formlabs.com/blog/treating-severe-burns-3d-printed-face-masks/.
Haleem, A. & Javaid, M. (2019) 3D scanning applications in medical field: A literature-based review. Clinical Epidemiology and Global Healt., 7 (2), pp.199–210. doi: https://doi.org/10.1016/j.cegh.2018.05.006.
Hong Kong PolyU Facemask. (2022) Hong Kong PolyU Facemask. Available at: https://www.stratasys.com/en/resources/case-studies/hongkong-polyu-facemask/.
Kagui O. (2024) 9 Ways to Use LiDAR on iPhone & iPad. www.iphonelife.com. Available at: https://www.iphonelife.com/content/everything-you-need-to-know-about-lidar-iphone-13. [Accessed 5 Oct. 2024].
Liao, Z.; Yang, J.; Hossain, M.; Chagnon, G.; Jing, L.; Yao, X. (2021) On the stress recovery behaviour of Ecoflex silicone rubbers. International Journal of Mechanical Sciences. 206, p.106624. doi: https://doi.org/10.1016/j.ijmecsci.2021.106624 .
Nishikawa, T. et al. (2023) Stretchable strain sensor with small but sufficient adhesion to skin, MDPI. Available at: https://www.mdpi.com/1424-8220/23/4/1774.
Or, K. (2022) 3D Printed Dinosaur Causes Stir in Paris. Massivit. Available at: https://www.massivit3d.com/blog/tpu-filament-the-good-the-bad-and-the-ugly/.
Parry, I. et al. (2012) Harnessing the transparent face orthosis for facial scar management: A comparison of methods, Burns. Available at: https://www.sciencedirect.com/science/article/abs/pii/S0305417912003737?via%3Dihub.
Rogers, B.; Chapman, T.; Rettele, J.; Gatica, J.; Darm, T.; Beebe, M.; Dilworth, D.; Walsh, N. (2003) Computerized manufacturing of transparent face masks for the treatment of facial scarring. The Journal of burn care & rehabilitation. 24 (2), pp.91-96.
Shons, A.R. et al. (1981) A rigid transparent face mask for control of Scar Hypertrophy. Annals of plastic surgery. Available at: https://pubmed.ncbi.nlm.nih.gov/7235550/.
Soo, X. Y. D.; Wang, S.; Yeo, C. C. J.; Li, J.; Ni, X. P.; Jiang, L.; Xue, K.; Li, Z.; Fei, X.; Zhu, Q.; Loh, X. J. (2022) Polylactic acid face masks: Are these the sustainable solutions in times of COVID-19 pandemic? The Science of the total environment. 807 (Pt 3), 151084. doi: https://doi.org/10.1016/j.scitotenv.2021.151084.
Ward, R. S.; Reddy, R.; Lundy, C.H.; Brockway, C.; Saffle, J.R.; Schnebly, W.A. (1991) A technique for control of hypertrophic scarring in the central region of the face. The Journal of burn care & rehabilitation. Available at: https://pubmed.ncbi.nlm.nih.gov/1885645/.
Wei, Y. & Li-Tsang, C.W. (2017) Rehabilitation of Patients with Facial Burn Injury: Principles and Practice Experiences. JSM Burns Trauma, 2 (3), p.1023.
Whitestone, J. J.; Richard, R.L.; Slemker, T.C.; Ause-Ellias, K.L.; Miller, S.F.; (1995) Fabrication of total-contact burn masks by use of human body topography and computer-aided design and manufacturing. The Journal of burn care & rehabilitation. 16 (5), pp.543-547.
Zisheng, L., et al. (2020) Ecoflex polymer of different shore hardnesses: Experimental investigations and constitutive modelling. Mechanics of Materials. Available at: https://www.sciencedirect.com/science/article/abs/pii/S016766362030020X.


{kind=link}